Metode penyambungan logam telah ada sejak ribuan tahun lalu, yang banyak dilakukan oleh pandai besi yaitu menggunakan metode tempa. Kemudian pada abad ke 19 mulai dikenal pengelasan menggunakan gas oksigen dan gas acetylene yang menghasilkan nyala api yang panas. Bersamaan dengan itu juga dikenal pengelasan yang bersumber dari energi listrik.
Pengertian pengelasan:
Merujuk American Welding Society (AWS), pengertian pengelasan adalah suatu proses penyambungan dua material atau lebih, biasanya berupa logam, dengan menggunakan energi panas sampai material yang akan disambung tersebut meleleh (melted) kemudian menyatu / berpadu (fused), dengan memberikan tekanan atau tidak, serta dengan memberikan bahan tambahan (consumable) atau tidak.
Ada 2 kata kunci yang menjadikan suatu proses disebut pengelasan, yaitu:
- Material yang akan dilas bisa meleleh / mencair (melted)
- Kemudian menyatu / berpadu menjadi solid kembali (fused).
Teknik penyambungan logam dengan metode resistance, las gas dan las busur listrik adalah metode yang baik untuk penyambungan logam dan mulai dikembangkan sebelum perang dunia I.

Gambar 1: Thomson’s resistance welding transformer
METODE PENGELASAN:
RESISTANCE WELDING
Resistance welding banyak digunakan untuk pengelasan pelat dengan tebal kurang dari 8 mm. Trafo untuk pengelasan resistance dapat menghasilkan 2000A pada 2V open circuit voltage. Pengelasan resistance dikembangkan menjadi beberapa jenis yaitu:
- Spot welding
- Seam welding
- Projection welding
- Flash butt welding
Pada perkembangan industri, spot welding adalah jenis pengelasan resistance yang banyak digunakan terutama pada industri otomotif. Prinsip kerja spot welding yaitu ada dua elektroda tembaga yang teraliri arus tinggi memberikan tekanan kepada pelat yang dalam posisi sambungan overlap, bersamaan proses tersebut pelat meleleh pada area spot elektroda. Metode spot welding dapat dilihat pada Gambar 2.

Gambar 2: Prinsip kerja spot welding
GAS WELDING (LAS GAS)
Gas yang sering digunakan untuk pengelasan adalah gas oksigen dan acetylene, pengelasan ini juga disebut oxy acetylene welding. Temperatur yang dihasilkan dari nyala api oxy acetylene welding sekitar 3100 °C, dan lebih tinggi dibandingkan jenis gas dari hidrokarbon yang lainnya.
Pada aplikasi di industri, nyala api dari campuran oksigen dan acetylene selain digunakan untuk pengelasan juga banyak digunakan untuk proses pemotongan logam atau sering disebut oxy acetylene cutting. Peralatan untuk gas welding dapat dilihat pada Gambar 3.

Gambar 3: Peralatan untuk gas welding
ARC WELDING (LAS BUSUR)
Pada awalnya pengelasan busur menggunakan batang karbon kemudian menggunakan batang baja tanpa salutan. Pada perkembangannya karena proses pengelasan menggunakan batang baja sulit dilakukan dan banyak terjadi cacat las, maka dikembangkan elektroda dengan salutan atau yang biasa disebut flux/coating. Prinsip kerja las busur SMAW/ MMA ditunjukkan pada Gambar 4.
 atau MMA (Manual Metal Arc")
Gambar 4: Prinsip kerja las SMAW (Shielded Metal Arc Welding) atau MMA (Manual Metal Arc)
Arc welding berkembang menjadi beberapa proses las yaitu:
- SAW (Submerged Arc Welding)
- GTAW (Gas Tungsten Arc Welding)
- GMAW (Gas Metal Arc Welding)
- FCAW (Flux Core Arc Welding)
")
Gambar 5: Pengelasan SAW (Submerged Arc Welding)
")
Gambar 6: Pengelasan GTAW (Gas Tungsten Arc Welding)
Pengelasan busur juga dikembangkan dari pengelasan secara manual, semi automatis dan otomatis (robot). Kebutuhan dalam penyambungan material menjadikan dasar dalam pemilihan jenis proses las yaitu proses las GTAW sangat baik digunakan untuk pengelasan pelat tipis, proses las SAW cocok digunakan untuk pengelasan pelat tebal dan proses las GMAW dan FCAW sangan cocok digunakan untuk pengelasan yang membutuhkan penyambungan las yang panjang dan dapat diaplikasikan untuk semua posisi pengelasan.

Gambar 7: Pengelasan GMAW dan FCAW
PROSES PENGELASAN YANG LAIN
PLASMA WELDING
Plasma welding dikenal mulai tahun 1953, memiliki keunggulan yaitu konsentrasi panas lebih fokus dan menghasilkan temperature lebih tinggi, sehingga pengelasan jenis ini sangat cocok untuk pengelasan dengan kecepatan tinggi dengan heat input pada material lebih rendah dibandingkan tipe las busur lainnya.

Gambar 8: Plasma welding
POWER-BEAM PROCCESES
Pengelasan tipe Power beam procceses terdapat dua proses yaitu Elektrone Beam Welding dan Laser Welding. Proses pengelasan ini banyak digunakan pada industri penerbangan dan industri nuklir.
Electrone Beam Welding memiliki karakter yaitu menghasilkan pengelasan dengan penetrasi yang dalam dan sempit memungkinkan dampak panas yang dialami oleh benda kerja atau material yang dilas dapat diminimalisir.
")
Gambar 9: EBW (Electrone Beam Welding)
Laser Welding dalam pengaplikasiannya juga sering digunakan sebagai pemotongan yaitu laser cutting. Pada proses laser welding panas terkonsentrasi dan memungkinkan dilakukan pengelasan dengan kecepatan tinggi, untuk itu jenis pengelasan ini biasa diaplikasikan untuk penyambungan material tipis dan yang mudah terjadi deformasi.

Gambar 10: Laser welding
FRICTION STIR WELDING
Friction Stir Welding (FSW) banyak digunakan untuk penyambungan material aluminium pada industri penerbangan. Proses las FSW tidak menggunakan bahan tambah atau bahan pengisi, proses penyambungan material dengan cara memberikan gesekan menggunakan tool yang berputar pada area sambungan las. Putaran dan panas padatool yang mengaduk bagian sambungan yang menjadikan kedua material menyatu.
")
Gambar 11: Friction Stir Welding (FSW)
Teminologi Pengelasan
Tabel 1 adalah proses/ metode pengelasan dan kodifikasi pengelasan menurut ISO 4063.
Tabel 1: Referensi nomor proses pengelasan sesuai ISO 4063

Ringkasan dari proses pengelasan ditunjukkan pada gambar 12.

Gambar 12: Ringkasan Skema proses pengelasan
Istilah dasar pada pengelasan dijelaskan dibawah ini:
- Weldment.
Gabungan weld, Heat Afected Zone (HAZ) dan base metal. - Butt weld adalah menggabungkan dua material dari ujung ke ujung, pengelasan penuh (complete joint) dan tersambung kuat menjadi satu.
- Fillet weld adalah menggabungkan 2 material pelat ke pelat atau pelat ke pipa tumpang tindih (over lapping) atau kedua bagian ditempatkan tegak lurus satu sama lain (misalkan membentuk T atau L)
- Pressure Welding adalah pengelasan yang menggunakan gaya luar (tekanan dan gesekan) untuk menghasilkan sambungan dan tanpa bahan tambah atau bahan pengisi sehingga deformasi plastis pada sambungan yang dihasilkan lebih kecil.
- Fusion welding adalah penyambungan logam dengan memberikan energi panas pada logam dasar sampai mencair (melting) dan proses pengelasan dapat menggunakan bahan pengisi atau tanpa bahan pengisi.
- Welding Procedure Specification (WPS) adalah dokumen prosedur pengelasan yang menjelaskan parameter dan variable yang digunakan sebagai petunjuk saat melakukan proses pengelasan untuk memastikan kualitas hasil lasan baik.
- Deposite rate adalah jumlah logam yang dipasok ke sambungan las persatuan waktu selama pengelasan.
- Parent Metal adalah logam dasar yang di sambung atau di lapisi (surfacing) menggunakan proses pengelasan.
- Longitudinal Direction adalah arah sepanjang pengelasan atau sejajar dengan pengelasan.
- Transverse Direction adalah arah sepanjang lebar lasan atau tegak lurus dengan las.
- Surfacing adalah memberikan lapisan pada permukaan bidang yang dilas dengan tujuan anti korosi, anti abrasi atau tahan panas dibandingkan logam induk.
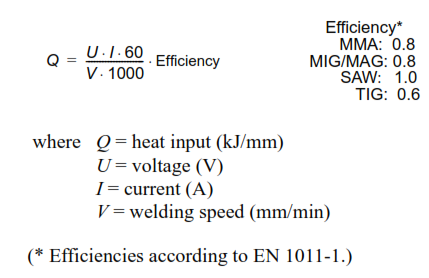
- Heat Input adalah panas yang masuk ke material karena proses pengelasan. Heat input pada pengelasan dapat dihitung menggunakan rumus sebagai berikut:
- Heat Affected Zone (HAZ) adalah area diluar pengelasan yang tidak ikut mencair akan tetapi terdampak siklus panas saat proses pengelasan sehingga sifat fisik pada area tersebut berubah.
")
Gambar 13: Heat Affected Zone (HAZ)
- Throat Thickness adalah ukuran pengelasan fillet dihitung dengan mengacu pada ukuran Throat. Ukuran yang disyaratkan ditentukan pada gambar dalam hal ketebalan Throat (t) atau panjang Leg Length (l)
 and Leg Length (l)")
Gambar 14:Throat Thickness (t) and Leg Length (l)
Materi di atas merupkan teori pengelasan secara umum. Untuk melihat atau mempelajari yang lebih rinci Anda bisa mengikuti Pelatihan Welder di PT Allpro dengan menghubungi kami di kolom kontak.
Referensi:
- Weman, K. (2011). Welding processes handbook. Elsevier.
- https://www.aws.org/