Pengertian Gas tungsten arc welding (GTAW) adalah salah satu jenis dari pengelasan yang seperti namanya yaitu pengelasan dengan menggunakan nonconsumable elektroda jenis tungsten. Pengelasan jenis ini menggunakan gas pelindung, tanpa penerapan tekanan, dan dapat digunakan dengan atau tanpa bahan tambahan yang berupa filler metal.
Gas pelindung yang digunakan pada jenis pengelasan ini yaitu helium, argon, atau gabungan dari helium dan argon sehingga biasa disebut dengan TIG (tungsten inert gas), tujuan diberikannya gas pelindung ini yaitu agar tidak terjadi oksidasi akibat pengaruh dari udara di sekitar area pengelasan yang dapat menyebabkan terjadinya porosity.
Proses pengelasan GTAW
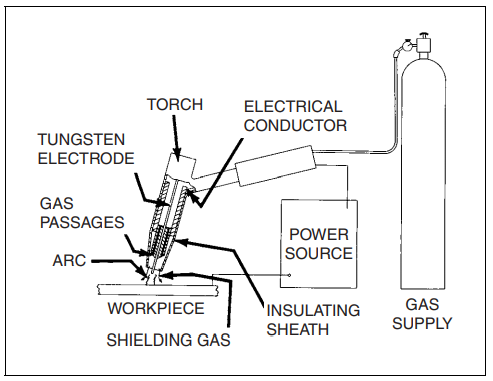
Proses pengelasan GTAW terjadi saat busur listrik timbul karena terdapat perpindahan ion saat ujung elektroda menyentuh dengan benda kerja. Pengelasan terjadi saat panas dari busur listrik tersebut melelehkan benda kerja dan filler metal (apabila menggunakan bahan tambahan).
Welding torch bergerak mengikuti benda kerja dan busur listrik semakin melelehkan permukaan sambungan. Gas pelindung di keluarkan dari welding torch untuk melindungi bahan induk dan elektroda, sementara logam pada pengelasan mengeras. Gambar 1 merepresentasikan proses pengelasan GMAW.

Gambar 1. Proses pengelasan GTAW
Kelebihan dan kekurangan Las GTAW
Kelebihan pengelasan GTAW :
- Lebih fleksibel karena dapat menggunakan logam pengisi ataupun tanpa logam pengisi.
- Kontrol yang baik pada penetrasi root.
- Menghasilkan pengelasan autogenous yang konsisten dengan kualitas unggul karena memiliki kecepatan tinggi, bebas percikan, dan umumnya menghasilkan sedikit cacat.
- Relatif lebih murah.
- Hampir semua jenis logam dapat di las dengan metode GTAW.
Kekurangan dari pengelasan GTAW :
- Karena menggunakan nonconsumable elektroda menyebabkan deposisi pada proses GTAW lebih rendah daripada pengelasan proses lain.
- Lebih sensitive atau memiliki toleransi yang rendah terhadap kontaminan aktif dari bahan pengisi ataupun dari logam dasar yang digunakan dalam pengelasan.
- Akan lebih mahal apabila digunakan untuk mengelas bahan dasar dengan ketebalan dibawah 10 mm.
- Gas pelindung yang digunakan pada pengelasan GTAW akan sulit dikendalikan apabila terdapat medan magnet.
- Sulit melakukan pengelasan apabila dalam kondisi berangin karena shielding gas yang digunakan bisa terkena angin atau terbang.
Parameter pengelasan GTAW :
1. Travel Speed.
Travel speed atau kecepatan dalam proses pengelasan mempengaruhi penetrasi serta mempengaruhi lebar dari busur las tungsten gas. Travel speed pada umumnya dijadikan sebagai patokan dalam menilai kualitas pengelasan, sehingga travel speed ditetapkan dalam pengelasan mekanis.
Nilai dari travel speed ini saling mempengaruhi antar variable lainnya, seperti jumlah energi yang dihasilkan oleh busur sebanding dengan arus dan tegangan sedangakan jumlah energi yang dihasilkan persatuan panjang las berbanding terbalik dengan travel speed itu sendiri.
2. Arus (welding current).
Welding current memiliki pengaruh terhadap penetrasi dalam pengelasan dan juga tegangan, dimana nilai arus akan sebanding dengan nilai tegangan. Semakin besar nilai arus maka akan semakin besar pula nilai tegangannya, begitu juga sebaliknya. Pada pengelasan GTAW dapat menggunakan jenis arus AC ataupun DC, disesuaikan dengan logam yang digunakan.
Untuk arus DC sendiri dibagi menjadi dua jenis yaitu DCEN (Direct current elektroda negatif) atau bisa juga disebut DCSP (Direct Current straight polarity) dan DCEP (Direct Current elektroda positif) atau dapat juga disebut DCRP (Direct Current Revers Polarity). Penggunaan polaritas AC, DCEN, dan DCEP dijelasakan sebagai berikut :
- Polaritas DCEN.
Dimana elektroda pada pengelasan disambungkan ke kutub negative sedangkan benda kerja dihubungkan dengan kutub positif. Penggunaan polaritas DCEN ini memiliki keunggulan dimana memiliki penetrasi yang dalam serta kecepatan pengelasan yang relative cepat. - Polaritas DCEP.
Kebalikan dari polaritas DCEN dimana elektroda disambung di kutub positif sedangkan benda kerja disambung di kutub negative. Polaritas DCEN jarang digunakan dalam pengelasan GTAW karena menimbulkan panas yang berlebih (overheat) dalam elektroda sedangkan pada material yang akan di las pemanasan yang didapat kurang. - Penggunaan arus AC.
Memiliki kelebihan dimana pembersihan yang dilakukan dengan cara menghilangkan oksidasi tahan api dari permukaan logam atau biasa dinamakan dengan sputtering. Proses sputtering ini hanya bisa terjadi apabila gas yang digunakan dalam pengelasan berupa gas argon.
3. Tegangan Busur (Arc Voltage)
Tegangan busur adalah tegangan yang dihasilkan antara elektroda tungsten dan benda kerja. Variabel yang mempengaruhi nilai dari tegangan busur antara lain :
- Jarak antara elektroda tungsten dan benda kerja
- Arus pengelasan
- Jenis gas pelindung
- Bentuk ujung elektroda tungsten
- Tekanan udara lingkungan
4. Wire Feed Speed atau kecepatan umpan kawat.
Wire feed speed memiliki pengaruh yang berbeda bergantung proses pengelasan yang digunakan baik pengelasan secara manual ataupun secara otomatis. Pada pengelasan secara manual wire feed speed berpengaruh terhadap nilai fusi yang dihasilkan serta tampilan akhir setelah pengelasan selesai dilakukan. Sedangkan pada pengelasan otomatis dan mekanis, wire feed speed mempengaruhi penetrasi dan perataan kontur manik.
Peralatan Las GTAW
Peralatan yang digunakan dalam pengelasan GTAW dijelaskan pada Gambar 2.
Gambar 2. Peralatan yang digunakan dalam pengelasan GTAW
1. Welding Torches atau welding gun.
Welding Torches atau welding gun berfungsi untuk menahan elektroda tungsten yang mengalirkan arus pengelasan ke busur dan sebagai tempat pengeluaran gas pelindung dalam pengelasan GTAW. Pada pengelasan GTAW manual, welding gun dilengkapi dengan sakelar dan katup tambahan yang terpasang pada gagang, yang fungsinya untuk mengontol arus dan aliran gas. Welding Torches atau welding gun berdasarkan pendinginannya terdiri dari 2 jenis yaitu gas cooled torch dan water cooler torch.
- Gas cooled torch.
Merupakan welding gun yang didinginkan oleh aliran gas pelindung. Pada Gas cooled torch ini arus yang digunakan dibatasi sebesar 200 A. - Water cooler torch.
Welding gun yang menggunakan air sebagai media pendinginannya. Arus yang digunakan dengan welding gun ini adalah maksimal 300 sampai 500 A, walaupun beberapa welding gun dapat menggunakan arus sebesar 1000A.
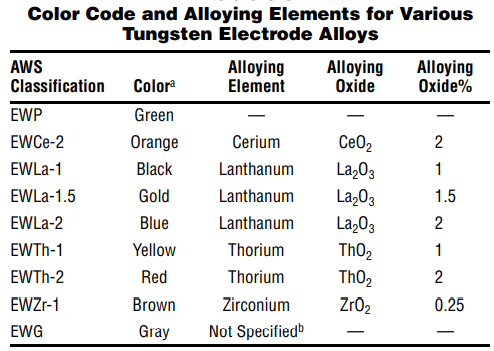
2. Elektroda Tungsten
Pada pengelasan GTAW elektroda berfungsi sebagai salah satu terminal busur listrik yang mana dapat mensuplay panas untuk melelehnya material dasar ataupun filler metal.
Tabel 1. Jenis elektroda pengelasan GTAW
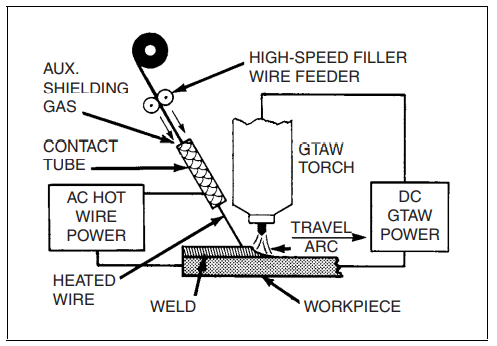
Gambar 3. Pengelasan GTAW dengan menggunakan hot wire
4. Wire Feeder.
Wire Feeder berfungsi untuk menambahkan logam pengisi dalam bentuk gulungan kawat pada pengelasan secara mekanik atau otomatis. Wire feeder terdiri dari dua jenis yaitu cold wire dan hot wire.
- Cold wire.
Terdiri dari tiga komponen utama yaitu mekanisme penggerak kawat, control kecepatan, dan sambungan wire guide. - Hot wire.
Memiliki perbedaan dengan cold wire yaitu pada hot wire kawat dipanaskan terlebih dahulu hingga mencapai suhu lelehnya. Penggunaan hot wire akan meningkatkan laju deposisi dan kecepatan pengelasan yang lebih tinggi dibandingkan dengan cold wire.
5. Power Sources.
Power source atau sumber energi adalah energi utama untuk menyalakan busur listrik dalam pengelasan GTAW. Output pada power source ini adalah arus DC dan juga AC tergantung dari kebutuhan dalam pengelasan. Namun, karena pada pengelasan GTAW terdapat gas tambahan yang digunakan sebagai pelindung maka power source terdapat regulator dari gas shielding.
6. Arc Voltage Control (AVC).
Arc voltage control pada pengelasan otomatis atau mekanik GTAW berfungsi untuk mempertahankan panjang busur. AVC melakukan pengukuran tegangan untuk menentukan kecepatan dan arah elektroda dalam pengelasan. Perubahan tegangan yang dihasilakan dari gerakan las terdeteksi dan siklus berulang untuk memepertahankan tegangan busur yang diinginkan.
7. Shielding Gases.
Gas pelindung diarahkan oleh welding torch ke busur dan kampuh las untuk melindungi elektroda dan logam cair dari kontaminasi udara luar. Penggunaan cadangan gas dalam kondisi yang terkontrol akan mengurangi retak pada akar dan porosity di lasan.
Tabel 2. Jenis arus, elektroda dan shielding gas yang disesuaikan dengan material dasar
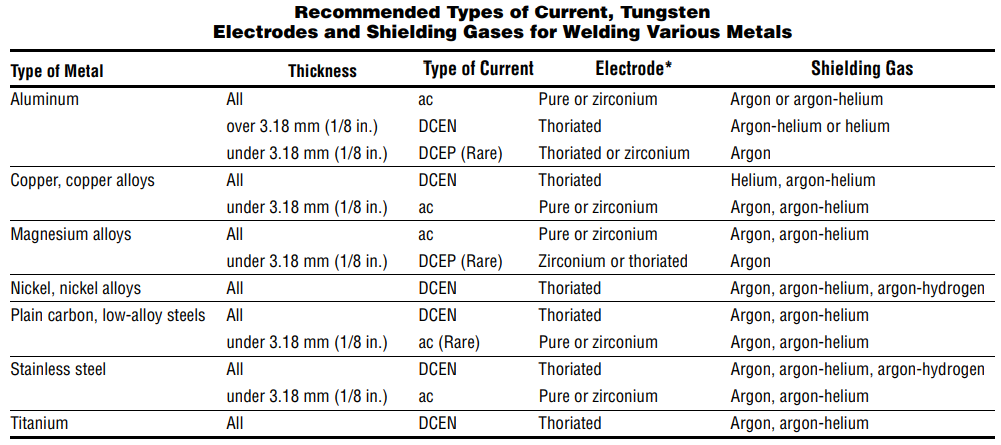
8. Shielding gas selection
Pemilihan gas tergantung pada jenis material yang digunakan, untuk pengelasan dengan menggunakan gas argon menghasilkan busur yang dihasilkan lebih halus dan senyap, sehingga cocok untuk pengelasan manual dengan material yang tipis, selain itu penggunaan argon juga lebih rendah biaya per unitnya. Sedangkan helium digunakan untuk material logam yang lebih besar yang membutuhkan penetrasi panas yang lebih tinggi.
Referensi :
- American welding society (AWS) Welding handbook committee, 2004, welding handbook ninth edition volume 2 welding processes part 1., Miami : American Welding Society.
Ditulis oleh : Rahayu Dwi Lestari, S.T.
Terimakasih sdh memberikan ilmu ttg gtaw,sy jadi terbantu ttg point point penting gtaw. Salam dr Efendi, bekasi, welder. Arigatou gozaimasu. 🙏🏻