Definisi Cacat las atau welding defect merupakan kondisi dimana pengelasan yang dilakukan tidak sesuai dengan standart yang telah ditetapkan baik berdasarkan standart ANSI, ASME, ASTM, AWS, ISO, dan lain sebagainya. Sehingga seorang inspektor sebelum melakukan inspeksi dalam proses pengelasan perlu mengetahui dan menentukan standart yang berlaku sehingga dapat dilakukan analisis pada defect pengelasan.
Analisis ini bertujuan untuk mengetahui kondisi reject atau accept suatu pengelasan (identifikasi dan klasifikasi diskontinyu). Pengelasan dikatakan accept apabila defect yang terdapat pada pengelasan tersebut berada dalam range standart yang berlaku, sedangkan pengelasan dikatakan reject apabila melebihi atau kurang dari range pada standart yang berlaku.
Penyebab dari munculnya cacat las atau defect ini dikarenakan prosedur pengelasan yang tidak memadai ataupun tidak akurat atau bahkan tidak menggunakan prosedur sama sekali. Prosedur dalam pengelasan ini harus diterapkan baik sebelum pengelasan, saat pengelasan, ataupun setelah pengelasan.
Sehingga untuk menghindari hal tersebut perlu dilakukan pemeriksaan sebelum pengelasan dengan cara memeriksa peralatan dan bahan yang digunakan dalam pengelasan serta memeriksa sambungan dan bukaan root agar sesuai dengan standart.
Pemeriksaan saat pengelasan dengan cara memastikan metode dan parameter yang digunakan sesuai dengan standart serta memastikan pengelasan setiap layer sesuai dengan prosedur. Pemeriksaan setelah selesai pengelasan yaitu melakukan pengukuran dimensi benda hasil las untuk mengetahui accept atau reject suatu pengelasan.
Identifikasi cacat pada pengelasan sangat penting diketahui dan dilakukan apalagi bagi pekerja di bidang inspeksi yang mana dengan pengecekan ini diharapkan suatu produk las akan sesuai dengan standart yang ada sehingga terjamin keamanannya.
Sebelum membahas mengenai macam-macam jenis welding defect, perlu diketahui terlebih dahulu alat-alat yang digunakan dalam pengecekan welding defect yaitu multi purpose welding gauge, penggaris, senter, dan kaca pembesar. Berdasarkan letak terjadinya defect, maka jenis defect di bedakan menjadi tiga yaitu defect pada root, defect pada weld face dan defect pada parent metal.
Cacat Las Pada Root
1. Incomplete root penetration atau lack of root penetration
Incomplete root penetration adalah defect yang mana penetrasi pada akar (root) yang tidak sempurna sehingga terlihat celah antar parent metal, hal ini dikarenakan pengelasan yang dilakukan logam tidak tembus pada root, seperti pada Gambar 1.

Gambar 1. Incomplete root penetration
Penyebab :
- Celah pada root yang terlalu kecil
- Ukuran elektroda yang terlalu besar untuk sambungan
- Sudut elektroda yang salah
- Kecepatan pada pengelasan yang tidak disesuaikan dengan arus.
Solusi :
- Lebar celah pada root disesesuaikan 2-4 mm
- Ukuran elektroda yang disesuaikan
- Memperbaiki posisi sudut elektroda
- Kecepatan pada pengelasan (travel speed) harus disesuaikan dengan WPS
2. Cacat Las Incomplete root fusion
Perbedaan antara Incomplete root penetration dan Incomplete root fusion adalah pada incomplete root penetration bagian tepi lasan pada root mengalami perubahan bentuk karena terkena panas pengelasan sedangkan pada Incomplete root fusion pada bagian tepi lasan pada root memiliki bentuk yang lurus atau utuh, seperti pada Gambar 2.

Gambar 2. Incomplete root fusion
Peyebab :
- Celah pada root yang terlalu kecil
- Ampere terlalu rendah
- Sudut elektroda yang salah
- Kecepatan pada pengelasan yang tidak disesuaikan dengan arus
- Linier misalignment
Solusi :
- Lebar celah pada root disesesuaikan 2-4 mm
- Menyesuaikan nilai ampere sesuai dengan di WPS
- Memperbaiki posisi sudut elektroda
- Kecepatan pada pengelasan (travel speed) harus disesuaikan dengan WPS
- Memperketat prosedur sebelum pengelasan sehingga tidak terjadi linier misalignment
3. Cacat Las Excess root penetration
Cacat las dikatakan sebagai excess root penetration apabila root penetration pada pengelasan yang tingginya melebihi dari standart yang ditetapkan, seperti pada Gambar 3. Tinggi root penetration ini disesuikan dengan tebal dari base metal.

Gambar 3. Excess root penetration
Penyebab :
- Ampere yang digunakan saat pengelasan terlalu besar
- Celah pada root yang berlebih
- Teknik pengelasan yang digunakan tidak sesuai
- Suhu ligkungan dingin
- Elektroda yang digunakan terlalu besar
Solusi :
- Besar nilainya ampere harus disesuaikan
- Lebar celah pada root disesesuaikan 2-4 mm
- Teknik pengelasan yang digunakan harus sesuai dengan WPS
- Suhu lingkungan harus disesuaikan dengan WPS
- Ukuran elektroda disesuaikan
4. Root concavity
Root concavity adalah kondisi dimana logam lasan tidak sepenuhnya mengisi joint sehingga logam lasan yang terlihat pada root akan berbentuk cekungan, seperti pada Gambar 4.

Gambar 4. Root concavity
Penyebab :
- Jarak antar root yang terlalu lebar
- Excessive grinding
Solusi :
- Lebar celah pada root disesesuaikan 2-4 mm
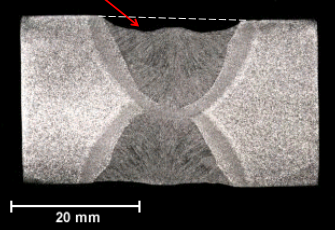
5. Root undercut
Root undercut merupakan defect yang dapat dicek secara jelas dengan menggunakan senter. Sebuah defect dikatan root undercut apabila saat kita menyenter dari tepi root maka akan terlihat bayangan.
Perbedaan antara root undercut dan incomplete root fusion adalah pada root undercut parent metal atau base metal pada samping root terdapat lubang yang tidak beraturan, seperti Gambar 5, sedangkan pada incomplete root fusion parent metal tepi root masih dalam kondisi lurus/ tidak berubah bentuk sama sekali.

Gambar 5. Root undercut
Penyebab :
- Root face sangat kecil atau sama sekali tidak ada root face
- Arus yang digunakan terlalu besar
- Kecepatan dalam pengelasan terlalu besar
Solusi :
- Ukuran root face harus disesuaikan
- Besar arus yang digunakan harus sesuai dengan WPS
- Travel speed harus sesuai dengan WPS
Lihat juga : Pengelasan : Definisi, Metode, Proses, dan Istilah dalam Pengelasan
Defect pada weld face
1. Cap undercut
Cap undercut merupakan defect yang hampir sama dengan root undercut , namun yang membedakan yaitu letak pada cap undercut yang terdapat pada toe weld face, seperti pada Gambar 6.

Gambar 6. Cap undercut
Penyebab :
- Arus yang digunakan dalam pengelasan berlebih
- Kecepatan dalam pengelasan cukup tinggi
- Ukuran dari elektroda yang terlalu besar
- Serta sudut dari elektroda yang tidak benar
Solusi :
- Arus yang digunakan harus sesuai dengan standart
- Ukuran dari elektroda yang disesuaikan
- Besar arus yang digunakan harus sesuai dengan WPS
- Travel speed harus sesuai dengan WPS
2. Inter run incompletely fillet groove atau lack on inter-run fusion
Sebuah defect dikatakan sebagai lack on inter-run fusion apabila terdapat celah antara dua run weld dalam pengelasan, seperti pada Gambar 7.

Gambar 7. lack on inter-run fusion
Penyebab :
- Teknik pengelasan yang tidak benar
Solusi :
- Teknik pengelasan harus disesuaikan dengan standart
3. Incomplete filled groove
Apabila weld face lebih rendah daripada parent metal maka defect tersebut merupakan jenis defect Incomplete filled groove, seperti pada Gambar 8. Penyebab dari timbulnnya jenis defect ini sama dengan penyebab pada defect Inter run incompletely fillet groove atau lack on inter-run fusion.
Gambar 8. Incomplete filled groove
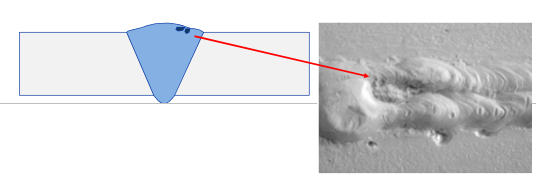
4. Gas pores atau porosity
Defect jenis ini ditandai dengan lubang-lubang yang berukuran kecil. Apabila berjumlah satu maka dinamakan gas pores atau porosity sedangakan apabila jumlahnya banyak atau lebih dari dua maka dinamakan sebagai cluster porosity, seperti pada Gambar 9.

Gambar 9. Porosity
Penyebab :
- Arus yang digunakan terlalu rendah
- Elektroda yang lembab
- Busur las terlalu panjang
- Flux elektroda yang rusak
- Hilangnya gas pelindung
Solusi :
- Arus yang digunakan harus sesuai dengan WPS
- Kondisi elektroda harus di cek terlebih dahulu sebelum melakukan pengelasan
- Panjang busur las harus disesuaikan
- Prosedur sebelum pengelasan harus dijalankan dengan benar
5. Slag inclusion
Seperti halnya dengan porosity, jenis defect ini juga memiliki bentuk lubang-lubang. Namun yang membedakan yaitu pada defect jenis ini terletak pada weld face dan akan terlihat berwarna hitam akibat partikel kontaminasi yang terperangkap pada weld face, seperti pada Gambar 10.
Gambar 10. Slag inclusion
Penyebab :
- Busur las yang terlalu jauh
- Sudut pengelasan salah
- Ampere yang digunakan rendah
Solusi :
- Busur las, sudut pengelasan, dan ampere yang digunakan harus disesuaikan dengan standart
6. Burn through
Burn through dapat didefinisikan sebagai lubang yang biasanya berukuran cukup besar dengan lelehan logam disekitar lubang tersebut, seperti pada Gambar 11.

Gambar 11. Burn through
Penyebab :
- Ampere yang digunakan berlebihan
- Sudut gerak yang tidak tepat
- Kecepatan gerak
- Teknik pengelasan yang tidak tepat.
Defect pada parent metal
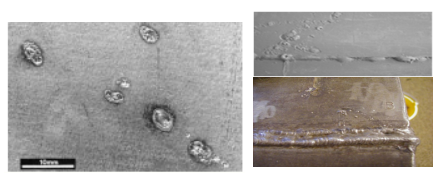
1. Spatter
Spatter adalah defect dengan ciri-ciri benjolan atau bintik-bintik kecil yang jumlahnya banyak berasal dari tetesan bahan logam ataupun non logam selama pengelasan, seperti pada Gambar 12. Penyebab dari timbulnya defect jenis ini adalah potongan-potongan kecil dari bahan panas saat proses pengelasan yang terbang ke parent metal ataupun weld face. Selain itu, penyebab lain yaitu panjang busur dan arus pada busur yang berlebih.

Gambar 12. Spatter
2. Arc strikes
Defect jenis ini terlihat seperti lelehan logam yang memanjang ataupun berbentuk lingkaran dengan dengan jumlah yang lebih dari satu, seperti pada Gambar 13. Penyebab dari defect jenis ini adalah elektroda yang terkena parent metal, pegangan elektro dengan isolasi yang buruk, dan grounding pada alat pengelasan yang buruk.
Gambar 13. Arc Strikes
3. Mechanical damage
Cacat pada parent metal yang dinamakan dengan mechanical damage yaitu chisel marks yaitu sayatan pada parent metal, kemudian pitting corrosion yaitu lubang yang disebabkan karena korosi, serta cekungan akibat penggunaan gerinda, seperti contoh pada Gambar 14.

Gambar 14. Mechanical damage
4. Linier Misalignment
Linier misaligment merupakan defect dimana ketinggian antara plat atau parent metal yang di joint tidak sama, seperti pada Gambar 15. Penyebab dari timbulnya defect ini yaitu karena persiapan yang dilakukan dalam pengelasan kurang.

Gambar 15. Linear Misalignment
5. Angular distortion
Welding defect angular distortion merupakan defect dimana parent metal memiliki ketinggian yang sama tetapi salah satu parent metal atau plate miring dengan besaran tertentu, seperti pada Gambar 16. Penyebab dari timbulnya cacat las ini adalah penyusutan yang terjadi didaerah zona fusi.

Gambar 16. Angular distortion
6. Crack
Crack atau retak pada pengelasan baik pada base metal, weld face ataupun root face. Crack dibagi menjadi dua yaitu hot crack dan cold crack. Hot crack terjadi apabila suhu diatas 400o F., sedangkan cold crack terjadi setelah pengelasan selesai dilakukan.
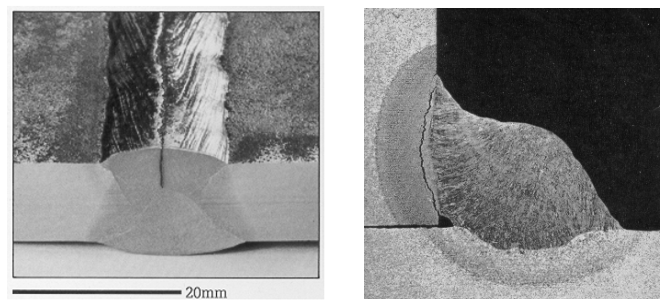
Gambar 17. Hot crack
Penyebab timbulnya hot crack :
- Material yang digunakan tidak tepat
- Bentuk pengelasan yang tidak sesuai
- Metode yang digunakan tidak tepat
- Filler metal yang digunakan tidak sesuai dengan WPS
Penyebab timbulnya cold crack :
- Tidak melakukan preheat-Cooling rate terlalu cepat
- Arus pengelasan terlalu rendah
Referensi :
- CSWIP 3.0 – Visual Welding Inspector. Training and Examination Service. TWI Ltd 2015.
Ditulis oleh : Rahayu Dwi Lestari, S.T.